Designing for EMI from Day Zero — How We Engineer Certifiable Hardware at Hoomanely
In modern connected hardware — especially the kind we build at Hoomanely, where a single board includes radios, sensors, power switching, ADCs, cameras, and compute — one silent enemy keeps showing up in product timelines:
Electromagnetic Interference (EMI).
But here’s the twist: EMI is predictable.
When we design a PCB with EMI principles from revision zero, we remove uncertainty from certification, reduce debug time, and eliminate the risk of costly re-spins.
At Hoomanely, we don't fix EMI.
We engineer products so EMI never becomes a problem.
What EMI Actually Means in Hardware Product Design
Every trace that carries a fast signal radiates electromagnetic energy.
Every return path that detours around a gap becomes a loop antenna.
Every switching regulator, Wi-Fi module, and high-speed bus introduces broadband noise.
If not controlled, these tiny radiators interact with:
- your own sensors (intra-device interference),
- nearby electronics (inter-device interference),
- regulatory thresholds (FCC/CE/IC compliance).
Rather than chasing noise after the first certification failure, we embed electromagnetic behavior into our routing rules from the beginning.
At Hoomanely, EMI is treated as a design parameter, not a debugging phase.
The Four EMI Principles We Apply on Every Board
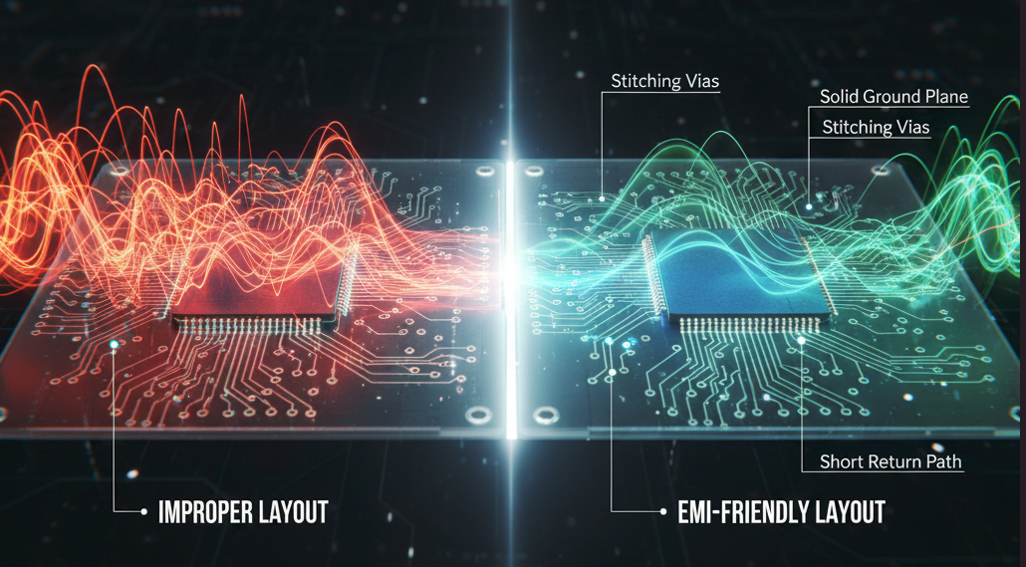
1. Stitching Vias — Creating Controlled Electromagnetic Boundaries
We place stitching vias extensively:
- Along board edges (forming a “ground cage”)
- Surrounding EMI-prone circuits (switching supplies, radios)
- Near transitions between signal layers to give return currents a direct path
Think of stitching vias as walls that contain high-frequency currents.
By spacing them roughly every 10–20mm (≈1/6th wavelength at digital harmonics), we reduce radiated emissions significantly.
Impact at Hoomanely:
This strategy has consistently improved radiated emission margins without requiring metal shielding cans — reducing BOM cost and simplifying mechanical assembly.

2. Solid Ground Planes — The Silent Hero of Signal Integrity and EMI
A PCB with a continuous ground plane behaves like a controlled RF environment.
| Feature | Benefit |
|---|---|
| Solid ground plane | Low-impedance return path & minimal loop area |
| Reduced segmentation | Prevents unpredictable return current detours |
| Acts as a shield | Contains electromagnetic fields internally |

3. Return Path Engineering — Controlling the Loop Area
A signal leaving an IC must return to the source — always.
At low frequencies, current follows the path of lowest resistance.
At high frequencies, current follows the path of lowest inductance — which means directly under the signal trace.
So we design for controlled return paths:
- High-speed traces always routed over an uninterrupted ground plane
- No ground gaps under USB, Ethernet, SPI, or clock lines
- Differential pairs tightly coupled to minimize loop area
EMI is proportional to loop area. Reduce the loop = reduce EMI.
This design discipline ensures USB/PCIe/Wi-Fi coexist without injecting noise into sensor analog paths.

4. Decoupling Network Strategy — Eliminating Noise at its Source
Instead of “placing capacitors near the pins,” we treat decoupling as localized energy absorption.
Rules we use:
- Caps placed within 3–5mm of IC pins
- Dedicated via to power plane and ground — no shared vias
- Multi-value capacitor stack (bulk + mid-frequency + high-frequency)
This ensures switching currents never travel far enough to radiate.
Good decoupling is the difference between a stable system and a noisy board.

Beyond EMI: The Engineering Advantages We Consistently See
When EMI is addressed from Day Zero:
| Advantage | Result |
|---|---|
| Faster certification | No redesign cycles, faster time to market |
| Better radio performance | Cleaner RF environment → higher sensitivity |
| Reliable sensor readings | No random noise-induced glitches |
| Reduced cost | No shielding cans, fewer filter components |
Teams that only aim to “pass EMI tests” stop at compliance.
We design for predictability, reliability, and scale.
The EMI Checklist Used at Hoomanely Before Sending a Board to Fabrication
Before a layout can be marked complete, it must pass this gate:
- Solid, uninterrupted ground plane
- Stitching vias every 10–20mm around edges
- Via fences around switching regulators and radios
- High-speed signals routed directly over ground plane
- No signal crossing that breaks ground return paths
- Decoupling caps within 3–5mm of IC power pins
- Differential pairs length- and impedance-matched
Final Thoughts
EMI-first design is not about avoiding failure.
It’s about engineering confidence.
PCB layout stops being guesswork and becomes a controlled, high-repeatability process. Radios behave predictably. Sensors stay clean. Certification becomes a formality.
At Hoomanely, EMI awareness is not a patch —
it’s baked into our engineering culture.